NIR Technology in Blueberry Sorting
See beyond the surface. Sort by true fruit quality.
What is NIR (Near Infrared)?
NIR (Near Infrared) is a range of electromagnetic radiation with wavelengths of approx. 700–2500 nm, located just beyond visible light. In modern fruit processing, NIR technology is widely used in blueberry sorting machines and other fruit sorting systems, especially in equipment described in more detail in how a blueberry sorting machine works.
What makes it unique?
👉 NIR penetrates inside biological materials such as fruit.
Unlike standard RGB cameras that only capture surface appearance, NIR enables analysis of internal structure and composition — the real indicators of fruit quality such as firmness, ripeness, and internal defects. This is especially important when producers need to check blueberry firmness before packing and shipment.
How NIR Technology Works
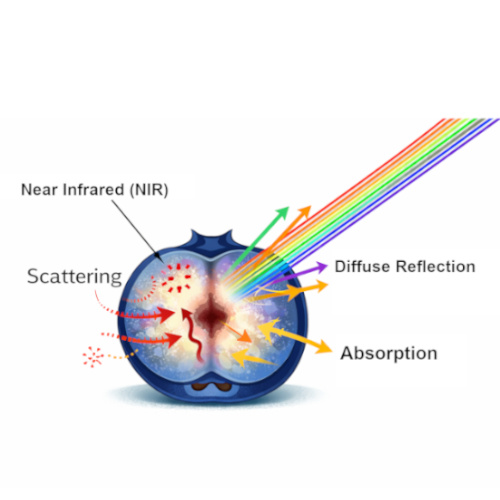
The process in 5 simple steps:
1. NIR light illuminates the fruit
2. Light penetrates beneath the surface
3. Depending on composition:
– part of the light is absorbed
– part is reflected or scattered
4. Sensors capture the signal
5. Algorithms convert it into precise fruit quality data
What Does NIR Measure?
NIR technology works because different components inside fruit produce unique spectral signatures, including:
– water content
– cellular structure
This enables highly accurate, non-destructive internal quality assessment in blueberry sorting processes.
Key parameters:
Core quality indicators
– firmness (soft vs hard fruit)
– dry matter content
– ripeness level
Advanced detection
– internal defects
– early-stage decay (invisible externally)
In modern blueberry sorting lines, NIR allows producers to evaluate the real market quality of fruit, not just its external appearance. This has a direct impact on extending blueberry shelf life after harvest and keeping batch quality more consistent.
NIR vs Traditional Vision (RGB)
| Feature | RGB | NIR |
|---|---|---|
| Color | ✅ | ❌ |
| External defects | ✅ | ✅ |
| Internal quality | ❌ | ✅ |
| Firmness | ❌ | ✅ |
Conclusion:
RGB evaluates appearance, while NIR reveals true internal fruit quality.
For blueberry sorting machines, this means significantly improved accuracy and better control over product consistency. In practice, it also helps reduce losses during blueberry sorting.
Scattering vs Absorption
Two fundamental physical effects used in NIR analysis:
| Phenomenon | Meaning |
|---|---|
| Absorption | amount of light absorbed → chemical composition (water, sugars) |
| Scattering | light distribution → internal structure and texture |
Combining absorption and scattering analysis allows more precise quality assessment than traditional image-based systems.
Why NIR is Essential for Blueberries
Blueberries are one of the most challenging fruits to sort:
– delicate skin
– high sensitivity to damage
– rapid quality degradation
The key challenge:
👉 fruit can look perfect externally but be soft or damaged inside.
This is why NIR technology is critical in blueberry sorting — it enables detection of internal defects and ensures stable product quality. This becomes even more important in the context explained in why blueberries soften after harvest.
The Problem Without NIR
– sorting based only on color and size
– no control over internal quality
– increased customer complaints
– higher logistical losses
– inconsistent product quality
The Solution: NIR
With NIR technology you can:
– reject soft and low-quality fruit
– ensure consistent batch quality
– segment products (premium vs standard)
– reduce waste, complaints, and returns
A Key Technology for Modern Fruit Sorting
For blueberries in particular, NIR:
– enables true quality-based sorting
– reduces business risk
– increases product value
– improves consistency in logistics and sales
NIR technology is becoming a standard in modern fruit sorting systems, especially where premium quality and low waste are critical.
NIR allows you to sort blueberries not only by appearance, but by their true internal quality — forming the foundation of modern Green Sort solutions.